
Í ferlinu við flexografíska prentvélar hefur hæg þornun bleksins, sem leiðir til útsmekkunar, verið viðvarandi áskorun fyrir prentfyrirtæki. Þetta hefur ekki aðeins áhrif á prentgæði og eykur sóun heldur dregur einnig úr framleiðsluhagkvæmni og getur jafnvel tafið afhendingartíma. Hvernig er hægt að leysa þetta vandamál á skilvirkan hátt? Við bjóðum upp á alhliða lausn sem nær yfir val á bleki, hagræðingu ferla, uppfærslur á búnaði og umhverfisstjórnun til að hjálpa þér að útrýma útsmekkun og ná stöðugri og skilvirkri prentframleiðslu.
Í ferlinu við flexografíska prentvélar hefur hæg þornun bleksins, sem leiðir til útsmekkunar, verið viðvarandi áskorun fyrir prentfyrirtæki. Þetta hefur ekki aðeins áhrif á prentgæði og eykur sóun heldur dregur einnig úr framleiðsluhagkvæmni og getur jafnvel tafið afhendingartíma. Hvernig er hægt að leysa þetta vandamál á skilvirkan hátt? Við bjóðum upp á alhliða lausn sem nær yfir val á bleki, hagræðingu ferla, uppfærslur á búnaði og umhverfisstjórnun til að hjálpa þér að útrýma útsmekkun og ná stöðugri og skilvirkri prentframleiðslu.
● Val á bleki og hagræðing á formúlu – Leysing á þurrkunarvandamálum við upptökin
Fyrir flexo prentvélar eru val og samsetning bleks lykilatriði til að takast á við þurrkunarvandamál. Við mælum með hraðþornandi bleki, svo sem leysiefnableki með mjög rokgjarnri samsetningu eða vatnsleysanlegu bleki með þurrkunarhraða. Til að hámarka þurrkunarhraða eru UV blek ásamt útfjólubláum herðingarkerfum besti kosturinn. Aðlögun leysiefnahlutfölla - svo sem að auka etanól- eða etýlasetatinnihald - getur bætt þurrkunargetu og viðhaldið stöðugleika bleksins. Að auki tryggir val á réttum þurrkunaraukefnum (t.d. kóbalt/mangan þurrkara fyrir oxunarþurrkunarblek eða sérhæfð gegndræpisefni fyrir gleypið undirlag) bestu mögulegu niðurstöður.
● Uppfærslur á þurrkunarkerfum – Aukin skilvirkni
Afköst þurrkunarkerfa í flexoprentvél hafa bein áhrif á niðurstöður. Skoðið þurrkara reglulega til að tryggja rétta hitastillingu (50–80°C fyrir leysiefnisblek, örlítið lægra fyrir vatnsleysanlegt) og óhindrað loftflæði. Fyrir krefjandi notkun er mælt með innrauðri þurrkun fyrir staðbundna skilvirkni eða útfjólubláum geislum fyrir tafarlausa þurrkun. Kaltloftþurrkunartæki eru sérstaklega gagnleg fyrir ósogandi filmur til að koma í veg fyrir að blekið blotni aftur.


● Hagnýting prentunarferlis – Aðlögun framleiðsluparametera
Í sveigjanlegum prentvélum bætir hámarksnýting framleiðslubreytna þurrkunargetu verulega. Stjórnun prenthraða er lykilatriði — of mikill hraði kemur í veg fyrir rétta þurrkun fyrir næstu prentstöð. Stillið hraðann út frá blekeiginleikum og afkastagetu þurrkara. Að stjórna þykkt blekfilmunnar með réttri vali á anilox-rúllu og blekmagni kemur í veg fyrir óhóflega uppsöfnun. Fyrir fjöllitaprentun lengir það þurrkunartímann að auka bil á milli stöðva eða bæta við þurrkum milli stöðva.
● Umhverfi og aðlögun undirlags – Mikilvægir ytri þættir
Umhverfisaðstæður í flexóprentunarvélum hafa mikil áhrif á þurrkun. Haldið hitastigi í verksmiðjunni við 20–25°C og rakastigi við 50–60%. Notið rakatæki á rökum árstíðum. Formeðferð undirlagsins (t.d. kórónameðferð fyrir PE/PET filmur) eykur viðloðun bleks og dregur úr þurrkunargöllum.
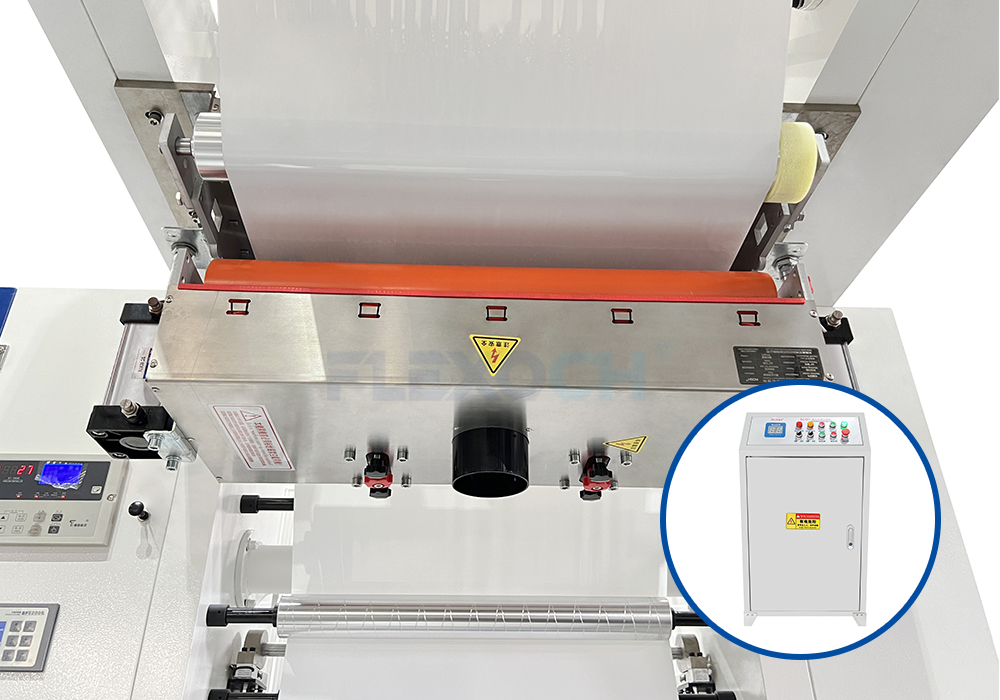
Kórónuveirumeðferð

Rakastýring
Að lokum tryggir öflug viðhaldsáætlun langtímastöðugleika. Hreinsið reglulega stúta og hitunarþætti þurrkunnar, skoðið slit á anilox-valsum og notið þurrspennuprófara til að fylgjast með prentgæðum – lykilatriði til að koma í veg fyrir vandamál tengd þurrkun.




Birtingartími: 29. maí 2025